
In-depth Technical Analysis of Excavator Slewing Bearings: Material Selection, Heat Treatment, Gear Accuracy, and Full-System Life Management Guide
ZZ Excavator Slewing Bearings are key components of the machine’s load-bearing and slewing systems. They bear the combined effects of the upper assembly’s weight, excavation load, impact load, and overturning moment. The working environment typically involves high dust levels, impact vibrations, frequent start-stops, and complex torque variations, making it a typical low-speed, heavy-load slewing condition.
For equipment users (OEM manufacturers, purchasing, and equipment managers), the selection quality of the slewing bearing directly impacts the overall machine reliability and brand reputation. For end customers (maintenance engineers and operators), correct maintenance and diagnostic abilities determine the service life and downtime costs.
ZZ Manufacturing systematically elaborates on the complete technical system of excavator slewing bearings, including material science, heat treatment processes, gear design, lubrication sealing technologies, failure mechanisms, installation and maintenance standards, and selection criteria.
1. Material Selection and Heat Treatment System
1.1 Common Steel Grades and Applicable Scope
Common materials for excavator slewing bearings include 50Mn, 42CrMo, and the improved S48C.

- 50Mn is a medium-carbon manganese steel that offers good comprehensive mechanical properties and cost advantages after quenching and tempering, suitable for medium and small-sized excavators under 20 tons.
- 42CrMo is an alloy structural steel with higher hardenability and fatigue strength, suitable for heavy-duty conditions above 30 tons or slewing bearings with diameters over 2 meters. After quenching and tempering, it achieves a tempered martensite structure, offering both high strength and good toughness. This is a common material for medium and large-sized excavator slewing bearings.
For equipment above 80 tons, some high-end manufacturers use 17CrNiMo6 case-hardened steel, which has a high surface hardness and deep hardening depth, with the core maintaining toughness, although at a significantly higher manufacturing cost.
Material Selection Principles:
- Medium and small-sized equipment emphasizes economy and stability: 50Mn
- Heavy-duty or mining conditions prioritize alloy steels: 42CrMo
- Special environments may consider carburizing or deep hardening solutions: special steel
1.2 Raceway and Gear Heat Treatment Parameters
The raceway is treated by medium-frequency induction hardening, using a profiling sensor for scanning, resulting in a uniform hardened layer.
Key Technical Indicators:
- Raceway surface hardness: HRC 55–62
- Effective hardened layer depth: Small/medium-sized ≥3.5mm, Large ≥5mm
- Core hardness: HB 250–320
- Gear surface hardness: HRC 50–60
- Hardness gradient must transition smoothly to avoid stress concentration between the hardened layer and base material.
An ideal hardened layer forms residual compressive stress (approximately -200 to -400 MPa), effectively delaying fatigue crack propagation.
Testing methods include microhardness testing (HV1 limit 550HV), metallographic inspection, and X-ray residual stress analysis.
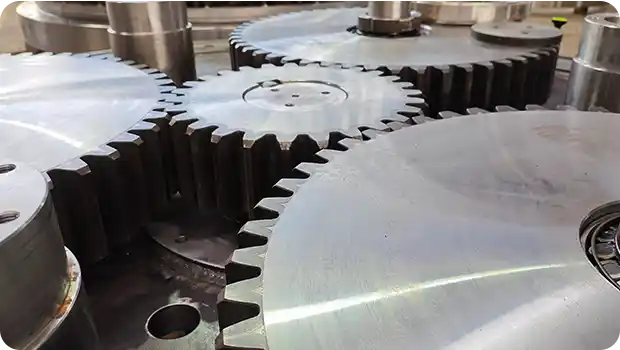
2. Gear Design and Accuracy Control System
2.1 Gear Parameter Design Principles
Excavator slewing bearings commonly use internal gear structures.
Common Parameters:
- Internal gear modulus (m): 8–16
- Pressure angle: 20° (for heavy-duty, 25° can be used)
- Root fillet radius: ≥0.38m
- Tooth top clearance: 0.02–0.05 mm
Proper reshaping can compensate for installation errors and deformations, avoiding edge contact.
2.2 Accuracy Level Standards
According to ISO 1328 or DIN 3960 standards, gears must undergo heat treatment.
Common Grades:
- ISO 9–10: Ordinary excavators
- ISO 7–8: Large or high stability equipment
Key control parameters include pitch deviation, radial runout, and tooth profile error.
For B-end procurement, understanding gear accuracy grades is an important indicator for controlling noise, vibration, and lifespan.
2.3 Meshing and Side Gap Control
Small gears typically use carburizing and quenching, with a hardness of HRC 58–62, which is higher than that of the internal gear ring. The height should exceed that of the internal gear height of the slewing bearing.
- Recommended Side Gap: 0.2–0.4 mm. Excessive local heat can cause reduced side gaps, leading to jamming.
The contact spot of meshing teeth should reach ≥40% in the tooth height direction and ≥50% in the tooth length direction.
Misalignment of modulus or pressure angle can cause abnormal wear or tooth breakage.
3. Lubrication System and Sealing Technology
3.1 Lubrication Methods
Common lubrication methods include manual greasing and centralized lubrication systems.

It is recommended to use EP2 lithium-based extreme pressure grease (with molybdenum disulfide additives).
Lubrication Cycle:
- Regular: 50–100 hours
- Harsh conditions: 25–50 hours
The correct method is to grease until a small amount overflows from the sealing lip, and replenish slowly in stages during rotation.
3.2 Sealing Structure
Common sealing types include single lip, double lip, and labyrinth composite structures.
Material Selection:
- NBR: -30~100℃
- FKM (Viton): -20~200℃
- HNBR: Oil and wear-resistant
For high dust or water-involved conditions, it is recommended to use double-lip + labyrinth structure or ZZ Manufacturing’s design of straight-tooth slewing drives.
Sealing failure is a significant cause of early damage to slewing bearings.
4. Failure Modes and Prevention System
4.1 Raceway Wear and Pitting
Causes include insufficient lubrication, foreign object ingress, or insufficient hardening layer.

Regular inspection of axial clearance is necessary. If it exceeds 50% of the original value, caution is required.
4.2 Tooth Breakage
Primarily caused by root stress concentration, installation misalignment, or shock operation.
Proper installation alignment and smooth operation are crucial.
4.3 Raceway Cracks
Typically due to material defects or overload use.
Excavators must not be used as cranes in overloaded operations.
4.4 Seal Damage and Water Ingress
After water-involved operations, draining and replenishing lubrication is required.
5. Installation and Maintenance Technical Specifications
5.1 Installation Key Points

- Flatness of the mounting surface ≤0.1 mm/m
- Use bolts of grade 10.9 or higher
- Tighten in stages with a cross pattern to the specified torque
- Check gear side gaps and contact spots
5.2 Daily Maintenance Checks
Include lubrication status, bolt tightening, abnormal noise monitoring, gap measurement, and seal inspection.
It is recommended to inspect bolts every 200 hours and conduct a comprehensive check every 2000 hours.
6. Key Technical Indicators for Procurement and Selection
6.1 Load Capacity and Safety Factor
Selection is based on static and dynamic capacities.
Safety factor fs is typically required to be ≥1.1–1.25.
The axial load and overturning moment should be calculated comprehensively. If you don’t understand the load curve graph, please send your confusion to bearingsalefactory@gmail.com.
6.2 Quality and Standards
Common standards:
- JB/T 2300-2018
- ISO 9001, SGS, BV, CCS, TPI, etc.
- Heat treatment and flaw detection reports
Suppliers should provide load curves and material certifications.
6.3 Cost-Performance Balance
Factors affecting price include:
- Material grade
- Hardening layer depth
- Gear accuracy
- Seal grade
- Corrosion protection coating grade
B-end customers need to balance life, reliability, and cost.
Conclusion: Technical Selection and Maintenance Determine Service Life
Excavator slewing bearings are not simple structural components; they are a system engineering integrating material science, heat treatment technology, gear transmission, lubrication science, and structural mechanics.

For manufacturers, scientific selection and strict manufacturing determine product quality; for users, proper installation and regular maintenance determine the service life limit.
The key to extending the life of slewing bearings lies not in price, but in the overall coordination of material matching, hardening depth, gear accuracy, and lubrication management.


